Metallography and metallographic sample preparation are the most fundamental professional terms in materials science. In teaching practice, students often struggle to grasp the concepts of metallography and metallographic sample preparation. In reality, these two concepts are very specific and not obscure at all.
I. What is Metallography
Originally, “metal” specifically referred to metallic materials, but with the development of materials science and the continuous emergence of new materials, it took on a broader meaning, referring to the objects under study.
Metallography, in simple terms, is the observation of metallic materials to discern and infer the properties of a certain metallic material. It allows us to anticipate which material can be used to make sharp knives, which can be used to make flexible springs, and so on, based on the tasks undertaken by machine parts and the working environment they are subjected to. It involves selecting materials with different properties (mainly including material strength, hardness, plasticity, toughness, high-temperature resistance, corrosion resistance, etc.) based on the tasks undertaken by machine parts and their working environment, thereby effectively improving the reliability and service life of machine parts.
Observing metallic materials requires more than just the naked eye; it also requires the use of specialized microscopes. Currently, the main instruments used in metallographic testing are metallographic microscopes, electron microscopes, and microscopes (with magnification less than 50 times). Therefore, metallography can be essentially defined as a branch of materials science that studies and characterizes the microstructure of materials using microscopes.
II. Metallographic Sample Preparation and Five Key Points
From the above discussion, we understand that metallographic analysis involves observing metals using a metallographic microscope. However, the natural surface of metals is usually rough, making it difficult to observe their internal structures directly. Except for specific cases such as fracture observations, in general, the objects under observation need surface treatment to reveal their internal structures. This process of preparing the object for observation is called metallographic sample preparation.
Metallographic sample preparation typically includes sampling, embedding, grinding, polishing, etching, and other processes. It requires certain technical skills to produce qualified metallographic samples that meet the requirements for microscopic observation and accurately reflect the true morphology of the parts.
Several steps and five key points in metallographic sample preparation:
- In terms of sampling, it is necessary to start from the focus of inspection, select the key parts of the parts for sampling, use appropriate sampling methods, and pay special attention to controlling factors such as temperature and sample size to ensure the original state of the sample and facilitate subsequent processing.
- For very small samples and samples with irregular shapes, embedding should be performed to improve the preparation quality and keep the sample in the correct viewing direction.
- Grinding reduces the deformation layer left on the surface during sampling to the lowest degree or even zero, and makes the sample surface flat, also laying a good foundation for polishing.
- Polishing removes the scratches left during grinding and performs mirror-like treatment on the selected surface to improve the surface reflectivity of the sample. The polished sample surface should be flat, smooth, and clean.
- Etching uses the corrosiveness of chemical substances to clearly display the internal structure of the sample under a microscope.
The entire process of metallographic sample preparation requires a meticulous work attitude and proficient technical skills.
III. Diverse Metallographic Knowledge
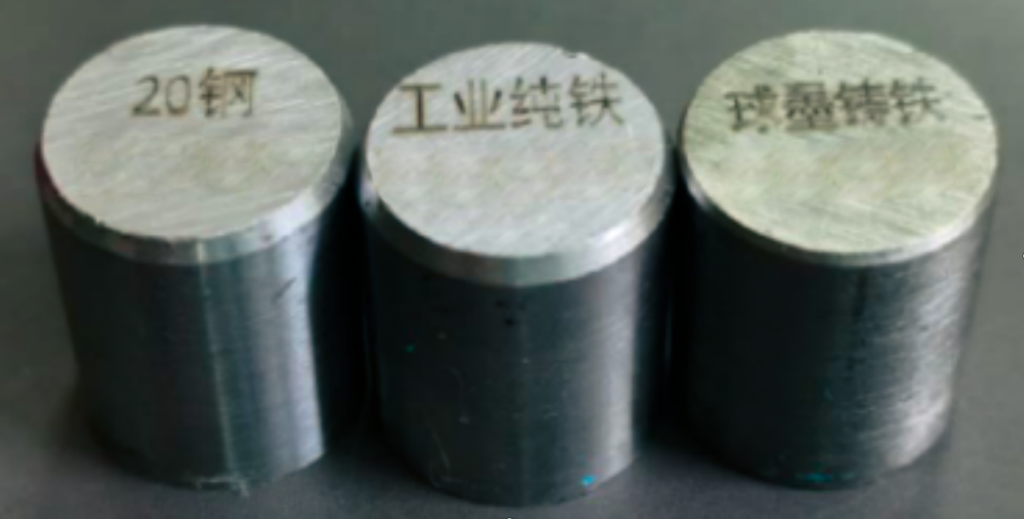
What does the interior of a metal look like? Anyone who sees images under a microscope for the first time will be amazed by the rich and colorful internal structures of metals. The following three samples are nodular cast iron with ferrite matrix, industrial pure iron, and 20 steel.
The structure of industrial pure iron resembles irregular paddy fields, with smooth ground and clear ridges, exuding a peaceful atmosphere; the image of 20 steel seems to have some additional ponds in the paddy fields, making the picture more diverse; the image of nodular cast iron seems to have some traps dug maliciously, hiding a mysterious story. So, what exactly are these? What stories do they hold?
Without labeling, there seems to be no difference between the three samples from the outside, as shown in Figure 1. However, competitors in competitions know that there are significant differences in the force applied during the preparation of these three materials and the duration of etching. After arduous preparation, how can one accurately describe the microstructure?
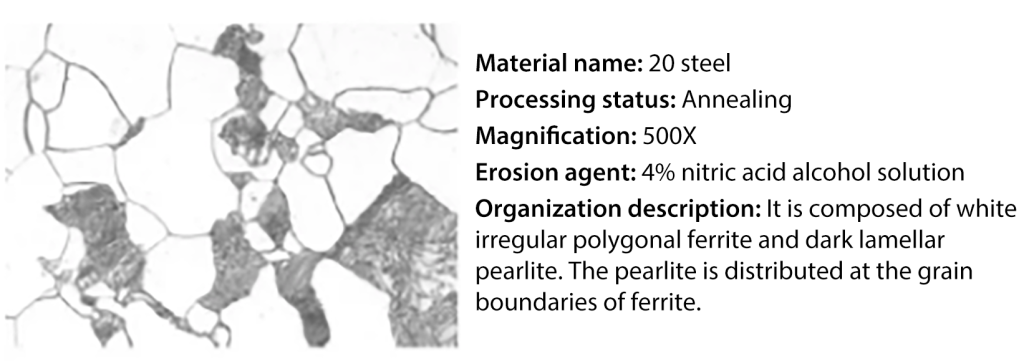
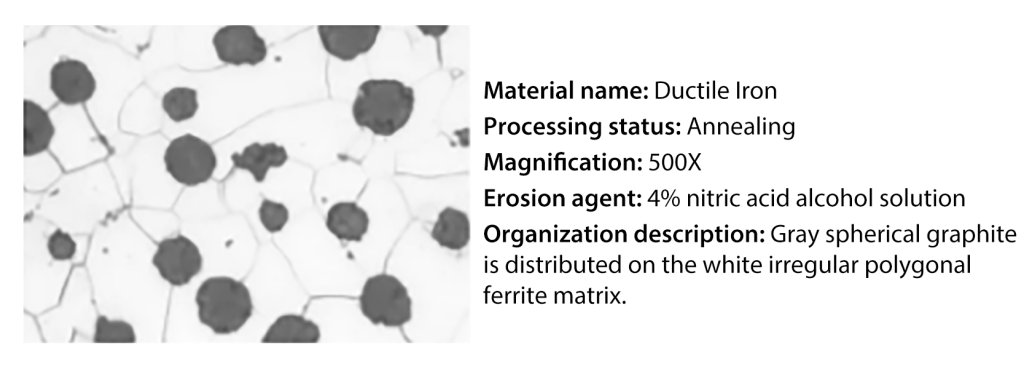
Microstructure needs to be described from several aspects: morphology, color, distribution, grain size, and composition of the material. Additionally, the material’s name, treatment status, etchant, and magnification should be noted, giving a clear and comfortable feeling, as shown in Figures 2, 3, and 4 (all are metallographic photos taken during participant training).

IV. Metals in the Microscopic World
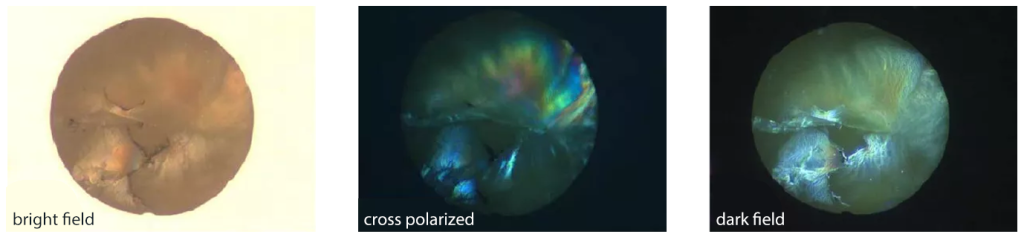
The internal structure of metal materials is extremely diverse. Taking the most common engineering material, steel, as an example, its basic structures include austenite, ferrite, carbides, pearlite, bainite, martensite, and bainite. There are also many different types of inclusions. The same material exhibits different microstructures under different treatment conditions, leading to significant differences in mechanical properties. Different materials exhibit similar mechanical properties under the same treatment conditions. The same microstructure exhibits different characteristics under different etchants.
Below are metallographic photos of experimental teaching and component failure analysis samples.
V. Metallographic Inspection
With proficient sample preparation techniques, the ability to identify metallographic structures under a microscope, and the view of the mysterious and dreamlike metallographic structures, is the purpose of metallographic sample preparation simply to present the true morphology of the structure?
Of course, the answer is not that simple. More importantly, it is important to accurately identify metallographic structures because metallographic structures are important indicators of the mechanical properties of metal materials and the correctness of production processes. Different structures have different mechanical properties (strength, hardness, plasticity, and toughness). For example, ferrite has low strength and hardness but good plasticity and toughness. Pearlite has higher strength and hardness than ferrite but lower plasticity and toughness. The same structure with large grains exhibits higher brittleness, while smaller grains exhibit better toughness. Stainless steel has good corrosion resistance, while iron rusts easily. Diamond and graphite both have a carbon mass fraction of 100%, but diamond is currently recognized as the hardest substance in nature, while graphite has almost zero hardness, and so on.
Any discipline detached from practical production for research is meaningless, and metallography is no exception. Only when we combine production practice, understand the microstructures of metals and alloys and their basic laws of change, can we effectively control and improve the performance of metals or alloys, correctly process metals or alloys, and reasonably select and use metal materials according to practical application needs.
The identification, analysis, and judgment of metallographic structures constitute metallographic inspection, an indispensable part of practical production. Metallographic inspection includes routine inspections during the production process and failure analysis of components.
Routine inspections during the production process include macroscopic inspections of raw materials upon entry into the factory. For example, sulfur printing tests are used to check the distribution of sulfur in metal materials, and acid etching tests are used to check for central looseness and ingot segregation. Real-time monitoring of processes during production, such as rapid online inspection of carburization layer depth during chemical heat treatment. After the carburizing time has almost reached the process requirement, an immediate measurement of the carburizing layer depth of the test sample should be performed to determine if it meets the technical requirements. If it does, the furnace can be immediately removed; if not, the corresponding insulation time can be extended based on the actual situation. Another example is inspecting the size, distribution, and quantity of graphite during the casting process.
The concept of failure has existed for a long time, and its connotation and definition depend on the subject. Taking humans as an example, the process of birth, aging, sickness, and death is a form of failure. Animals and plants also experience failure. Failure analysis of components includes scrap before service and failed parts after service.
Scrap before service refers to parts with quality problems during the manufacturing process. For example, if a part cracks during heat treatment and quenching, whether it’s purely a heat treatment issue, a forging issue before heat treatment, or a raw material issue before forging, analyzing and summarizing these issues to prevent similar defects from recurring is preventive. Post-service failure refers to failures due to environmental, usage, installation, or manufacturing process issues. Analyzing, dissecting, and judging these issues is akin to performing an autopsy after death. In the analysis of scrap and failed parts, through observation, inquiry, questioning, and cutting, and then based on identification and judgment, improvement suggestions and recommendations for production processes and usage can be provided. Metallographic inspection undoubtedly plays an extremely important role here. Additionally, there is another worthwhile endeavor, which is the inspection during the process of developing new materials. Starting from prediction, foresight, and forecasting, detailed experimental processes are formulated, accurate process parameters are proposed, and satisfactory results can be achieved through patient and meticulous operations, comprehensive and precise inspections, and comprehensive optimization. This could be called foresight. Therefore, metallographic inspection runs through the development of new materials, the processing and production of parts, and the entire service process.